

光潔度與粗糙度Ra、Rz數值對照換算表(單位:μm)
| 表面光潔度 | ▽1 | ▽2 | ▽3 | ▽4 | ▽5 | ▽6 | ▽7 | |
| 表面 粗糙度 | Ra | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.60 | 0.80 |
| Rz | 200 | 100 | 50 | 25 | 12.5 | 6.3 | 6.3 | |
| 表面光潔度 | ▽8 | ▽9 | ▽10 | ▽11 | ▽12 | ▽13 | ▽14 | |
| 表面 粗糙度 | Ra | 0.40 | 0.20 | 0.100 | 0.050 | 0.025 | 0.012 | - |
| Rz | 3.2 | 1.60 | 0.80 | 0.40 | 0.20 | 0.100 | 0.050 | |
另附:表面粗糙度國際標準
| 標準等級代號 | 表面粗糙度 | 加工工具(方法) | 加工材料及硬度要求 | 光度描述 | |||
| 粗研磨砂粒粒度 | 精研磨砂粒粒度 | 鉆石膏拋光 | |||||
| SPI(A1) | Ra0.005 | S136 | 54HRC | 光潔度非常高,鏡面效果 | |||
| 8407 | 52HRC | ||||||
| SPI(A2) | Ra0.01 | DF-2 | 58HRC | 光潔度較低,沒有砂紙紋 | |||
| XW-10 | 60HRC | ||||||
| SPI(A3) | Ra0.02 | S136 | 300HB | 光潔度更低一級,但沒有砂紙紋 | |||
| 718SUPREME | 300HB | ||||||
| SPI(B1) | Ra0.05 | 沒有光亮度,有輕微3000#砂紙紋 | |||||
| SPI(B2) | Ra0.1 | 沒有光亮度,有輕微2000#砂紙紋 | |||||
| SPI(B3) | Ra0.2 | 沒有光亮度,有輕微1000#砂紙紋 不辨加工痕跡的方向 | |||||
| Ra0.4 | 精加工:精車\精刨\精銑\磨\鉸\刮 | 微辨加工痕跡的方向 | |||||
| Ra0.8 | 精加工:精車\精刨\精銑\磨\鉸\刮 | 可辨加工痕跡的方向 | |||||
| Ra1.6 | |||||||
| Ra3.2 | |||||||
| Ra6.3 | |||||||
| Ra12.5 | |||||||
| Ra25 | |||||||
| Ra50 | |||||||
| 中美表面粗糙度對照表 | |||
| 中國舊標準 ( 光潔度 ) | 中國新標準 ( 粗糙度 ) Ra | 美國標準 ( 微米 ),Ra | 美國標準 ( 微英寸 ),Ra |
| ▽ 4 | 6.3 | 8 | 320 |
| 6.3 | 250 | ||
| ▽ 5 | 3.2 | 5 | 200 |
| 4 | 160 | ||
| 3.2 | 125 | ||
| ▽ 6 | 1.6 | 2.5 | 100 |
| 2 | 80 | ||
| 1.6 | 63 | ||
| ▽ 7 | 0.8 | 1.25 | 50 |
| 1 | 40 | ||
| 0.8 | 32 | ||
| ▽ 8 | 0.4 | 0.63 | 25 |
| 0.5 | 20 | ||
| 0.4 | 16 | ||
表面粗糙度的表示法
從量測儀器上,我們多可獲得工件表面不規則狀況的放大結果,而此一結果 常被稱為"表面輪廓圖"(surface profile)。當儀器的尖筆正沿著工件表面 進行掃描時,其垂直方向的運動乃可被放大而被繪制下來,且在同時,我們亦 可直接自儀器上讀出在該處工件表面上的表面粗度算術平均值究竟為多少。
在1930年以前,這完全是要憑觸覺來建立標準。檢驗時必須使用一系列具有不同粗度的試片,工廠人員在使用這些試片時,先用他的手指甲劃過標準的試片表面,然后再劃過他制造出來之工件的表面,當感覺這兩個表面具有相同的粗度時,則工件表面便被認為足夠光滑了。在表面密封、滾珠軸承、齒 輪、凸輪或軸頸等應用場合,表面光度對于設備的功能能否發揮影響很大,有 人發現,設備的性能與對數的表面光度值成線性的變化關系。
也就是說,要使 性能提高一倍時,平均的波峰到波谷的粗度值必須減低十倍。于是乎,對表面 粗糙度量化的要求也就產生了。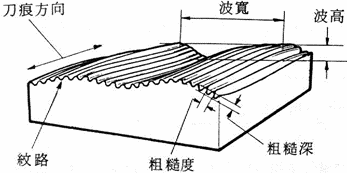
圖 1 表面輪廓包含了粗糙度曲線與波浪起伏的曲線
表面輪廓斷面曲線中,包含了粗糙度曲線與波浪起伏的曲線(圖 1),一般 說來波浪起伏的曲線是屬于輪廓量測的范圍,其值遠大于表面粗糙度之值(有 關輪廓量測請參閱第六章),但也有將表面輪廓斷面兩種曲線分開或合并考慮的作法,因此也就有了各種表面粗糙度之定義,如表 1.
盡管各種表面粗糙度之定義有那么多,一般表面粗糙度之表示法只有下列 三種:Ra(中心線平均粗糙度)、Rymax(最大高度粗糙度)、Rtm (十點平均粗 糙度),現分述如下: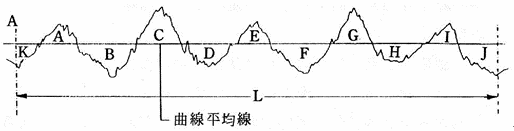
圖 2 中心線平均粗糙度之測量長度L
1. Ra :中心線平均粗糙度
若從加工面之粗糙曲線上,截取一段測量長度L(圖 2) ,并以該長度內 粗糙深之中心線為x軸,取中心線之垂直線為y軸,則粗糙曲線可用y = f(x)表之。以中心線為基準將下方曲線反折。然后計算中心線上方經反折后之全部曲 線所涵蓋面積, 再以測量長度除之。所得數值以μm為單位, 即為該加工面 測量長度范圍內之中心線平均粗糙度值, 其數學定義為: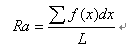
中心線方向細分單位等間隔后取各分段點所對應之 hi 值,利用下式可 得到 Ra的近似: (圖 3)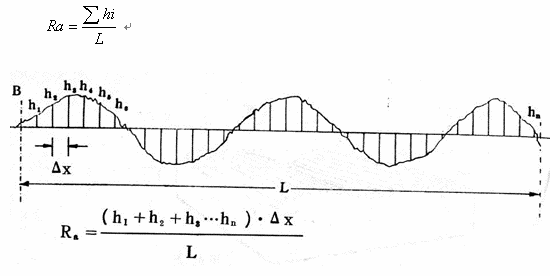
圖 3 測量長度范圍內之中心線平均粗糙度值Ra的近似
中心線在表面具有曲度或形狀誤差時,則成曲線,粗糙度沿此曲線量取。測量長度限于量具大小而無法涵蓋整個機件表面,因此,一次量取求得之Ra 只是表面某部分的中心線平均粗糙度,故應在被測物表面多選幾個不同的位 置測量,將全部測得之Ra取其算術平均值則為表面的中心線平均粗糙度。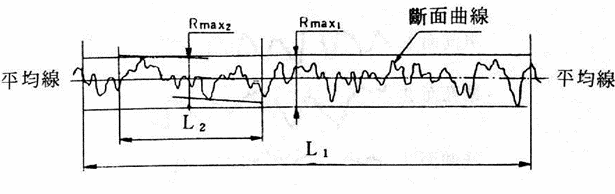
圖 4 最大高度粗操度
2. Rymax :最大高度粗糙度(圖 4)
由表面曲線上截取基準長度L做為測量長度,如圖所示,自該長度內曲線之 最高點與最低點,分別畫出與曲線平均線平行之線時,該二線之間距即為最大 粗糙度,也就是測量長度內沿垂直方向量取最高點與最低點之距離。Rymax 值以μm 為單位,并在數值后加上小寫字母s以區分 Rymax 值。若由粗糙曲 在線截取基準長度L做為測量長度,則量測之值亦稱為最大高度粗糙度,但符 號改為 Rt , 使用時須注意。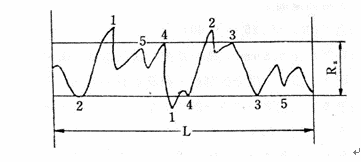
圖 5 Rtm :十點平均粗糙度
3. Rtm :十點平均粗糙度(圖 5)
由表面曲線上截取基準長度L做為測量長度,求出第三高波峰與第三深波谷 ,分別畫出二條并行線,兩并行線間距即為十點平均粗糙度值Rz其值以μm為 單位,并在數值后加上小寫字母z以區別另兩種粗糙度。 三種粗糙度數值間之關系約為:4 Ra ? Rymax ? Rtm

 在線咨詢
在線咨詢
 0512-68134883
0512-68134883 蘇公網安備32050702011812
蘇公網安備32050702011812

